Шакекчелүү гранул машинасынын калыптары – бул жогорку тактыктагы, механикалык иштетүүдөн жана атайын жылуулук менен иштетүү процесстеринен өткөн эритме согуу. Адатта, шакекчелүү калыптын материалы белгилүү бир беттик катуулукту, өзөктүн жакшы бекемдигин жана эскирүүгө туруктуулугун, ошондой эле жакшы коррозияга туруктуулукту талап кылат.
Шакекче калыптарды иштетүүнүн салттуу жол-жоболору
Шакекче калып – бул даяр калыпты согуу жолу менен алынган жана андан кийин механикалык кесүү жолу менен иштетилген сырткы оюк кесими бар тегерек бөлүк. Шакекче калыптарды иштетүүнүн салттуу процедураларына негизинен согуу, орой жана так токарлоо, бургулоо, тешиктерди кеңейтүү, жылуулук менен иштетүү жана даяр шакекче калыптарды алуу үчүн жылтыратуу кирет.
Ар кандай шакекче калып материалдары ар кандай иштетүү ыкмаларын колдонот, ал эми ар кандай иштетүү ыкмаларын колдонуп бир эле материалдан өндүрүлгөн шакекче калыптар да олуттуу аткаруу айырмачылыктарына ээ.

Шакекче жасоо процесси
Согуу (согуу же согуу) – механикалык тетиктерди же бош тетиктерди жасоо максатында сокку же статикалык басым астында металл даярдамаларына тышкы күчтөрдү колдонуу үчүн шаймандарды же калыптарды колдонуу менен пластикалык деформацияга, өлчөмүн, формасын жана касиеттерин өзгөртүүгө алып келүүчү калыптоо жана иштетүү ыкмасы.
Шакекче калыптын спецификацияларына ылайык, бош материал катары болотту тандап, алдын ала согуу формаларын жасаңыз. Шакекче калып согуу сапаты анын материалынын шакекче калып согуу процессине байланыштуу жана тиешелүү ысытуу температурасы жана убактысы талап кылынат.
Шакекче штампын жылдыруу процесси
Шакекче прокаттоо менен калыптоо процесси шакекче прокаттоо жана механикалык бөлүктөрдү өндүрүү технологиясынын айкалышы болуп саналат, ал шакектин үзгүлтүксүз жергиликтүү пластикалык деформациясын пайда кылат, ошону менен дубалдын калыңдыгын азайтуу, диаметрди кеңейтүү жана кесилиш профилин түзүү сыяктуу пластикалык иштетүү технологиясына жетишет.
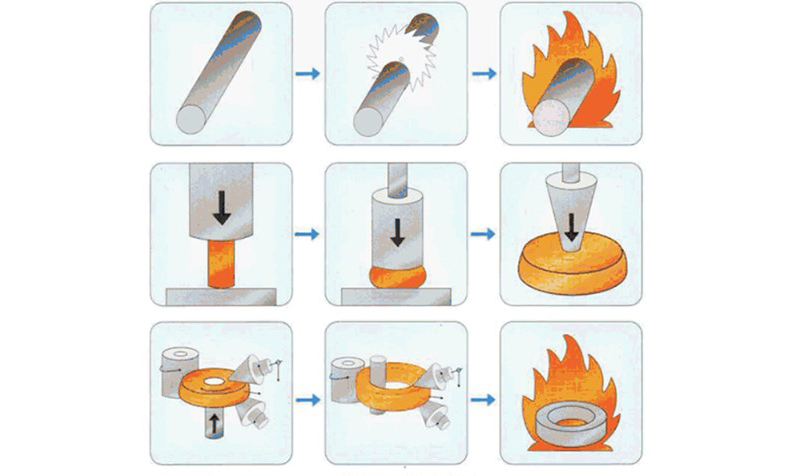
Шакекчелерди тоголотуп жасоо процессинин мүнөздөмөлөрү:Тегерек даярдамаларды жылдыруучу аспап айланып турат жана деформация үзгүлтүксүз болот. Шакекче даярдаманы тандоо шакекче жылдыруу процессинде чечүүчү ролду ойнойт. Бланктын башталышы жана өлчөмү материалдын баштапкы көлөмдүк бөлүштүрүлүшүн, жылдыруу деформациясынын даражасын жана металл агымынын натыйжалуулугун түздөн-түз аныктайт.

Жарыяланган убактысы: 2024-жылдын 17-июну