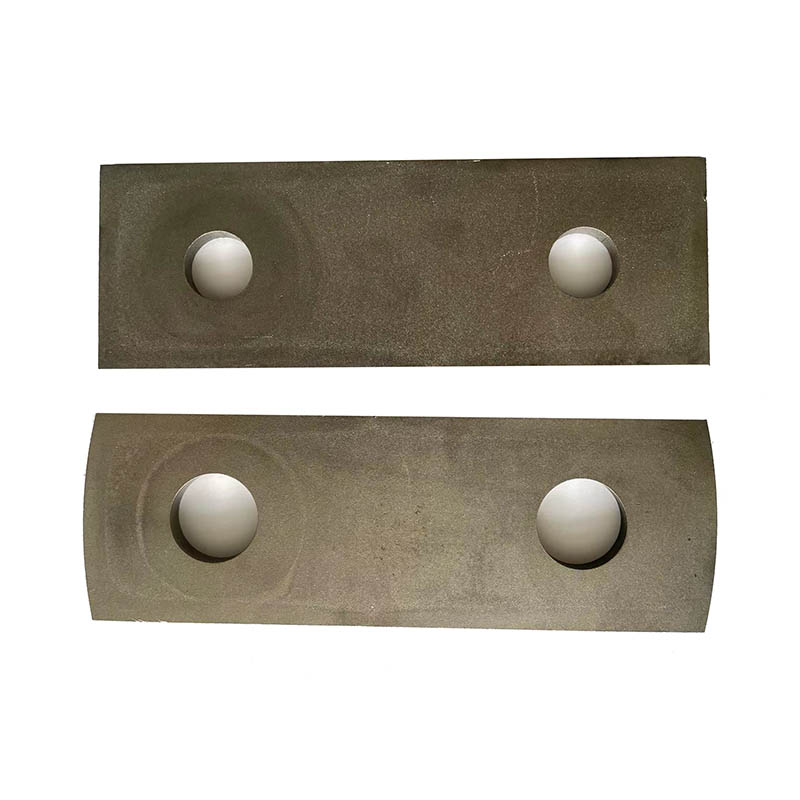
Бир тешиктүү вольфрам карбиддик балка бычагы


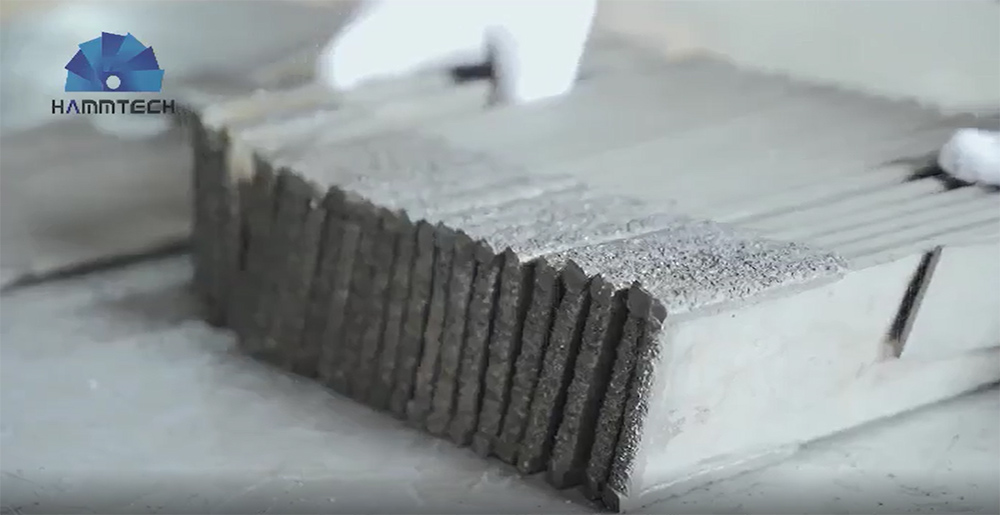
Беттик катуулануу
Балка бычагынын жумушчу четтерине вольфрам карбидинин эритмеси төшөлгөн, катмарынын калыңдыгы 1ден 3 ммге чейин. Сыноонун жыйынтыктарына ылайык, ширетилген вольфрам карбидинин эритмесинин балка бычактарынын кызмат мөөнөтү жалпысынан 65Mn чыңалган балка бычактарына караганда 7~8 эсе жогору, бирок биринчисин өндүрүү баасы эки эседен ашык жогору.
Машина иштетүүнүн тактыгы
Балка жогорку ылдамдыктагы чуркоочу тетик болуп саналат жана аны жасоонун тактыгы майдалагыч ротордун балансына чоң таасирин тийгизет. Ротордогу балкалардын кайсынысы болбосун эки тобунун ортосундагы массалык айырма 5 г ашпашы керек деп жалпы талап кылынат. Ошондуктан, иштетүү процессинде, айрыкча вольфрам карбид балкаларын беттөө үчүн, балканын тактыгы катуу көзөмөлдөнүшү керек, беттөө процессинин сапаты катуу кепилдениши керек. Балка бычактары комплекттерге орнотулушу керек жана комплекттердин ортосунда кокустук алмашууга жол берилбейт.
Сан жана жайгаштыруу
Балка тегирменинин роторундагы балка бычактарынын саны жана жайгашуусу ротордун тең салмактуулугуна, майдалоо камерасындагы материалдардын бөлүштүрүлүшүнө, балканын эскирүүсүнүн бирдейлигине жана майдалагычтын натыйжалуулугуна таасир этет.
Балка бычактарынын саны ротордун туурасынын бирдигине туура келген балка бычактарынын саны менен өлчөнөт (балканын тыгыздыгы), тыгыздык ротордун моментти иштетүүсү үчүн өтө чоң, материал көбүрөөк соккуга учурайт жана кВт/саат кубаттуулук азаят; тыгыздык өтө аз болгондуктан, майдалагычтын кубаттуулук кубаттуулугу таасир этет.
Балка бычактарынын жайгашуусу ротордогу балка бычактарынын топторунун жана ошол эле балка бычактарынын тобунун ортосундагы салыштырмалуу абал байланышын билдирет. Балка бычактарынын жайгашуусу төмөнкү талаптарга жетүү үчүн эң жакшы: ротор айланганда, ар бир балка бычагынын траекториясы кайталанбайт; материал балка бычактарынын астындагы майдалоочу камерада бир тарапка жылбайт (атайын талаптардан тышкары); ротор күч жагынан тең салмактуу жана жогорку ылдамдыкта титиребейт.

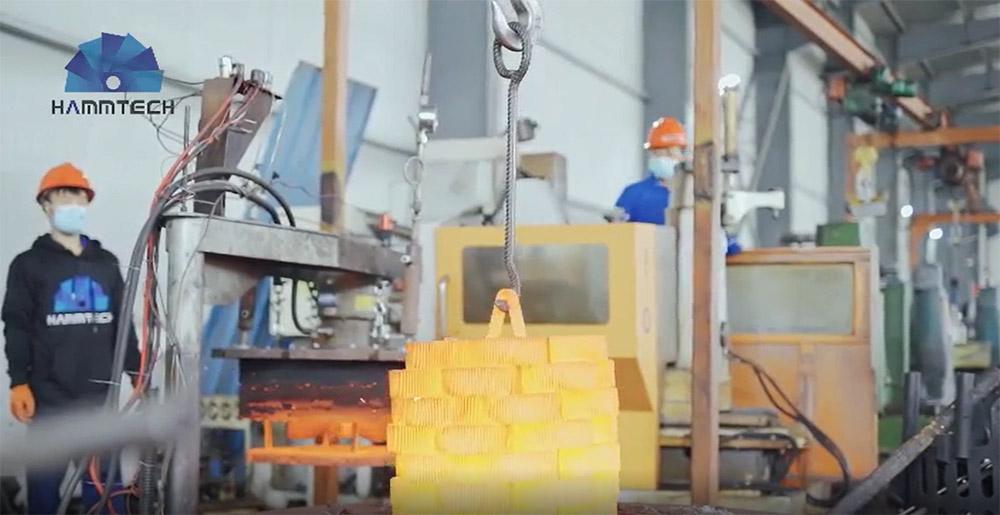
Иштөө принциби
Балка бычактарынын тобу күч өткөрүмдүүлүгү аркылуу айланат жана белгилүү бир ылдамдыкка жеткенден кийин, машинага берилген материал майдаланат (чоң, кичине сынат), ал эми желдеткичтин таасири астында майдаланган материал машинадан тордун тешиктери аркылуу чыгарылат.
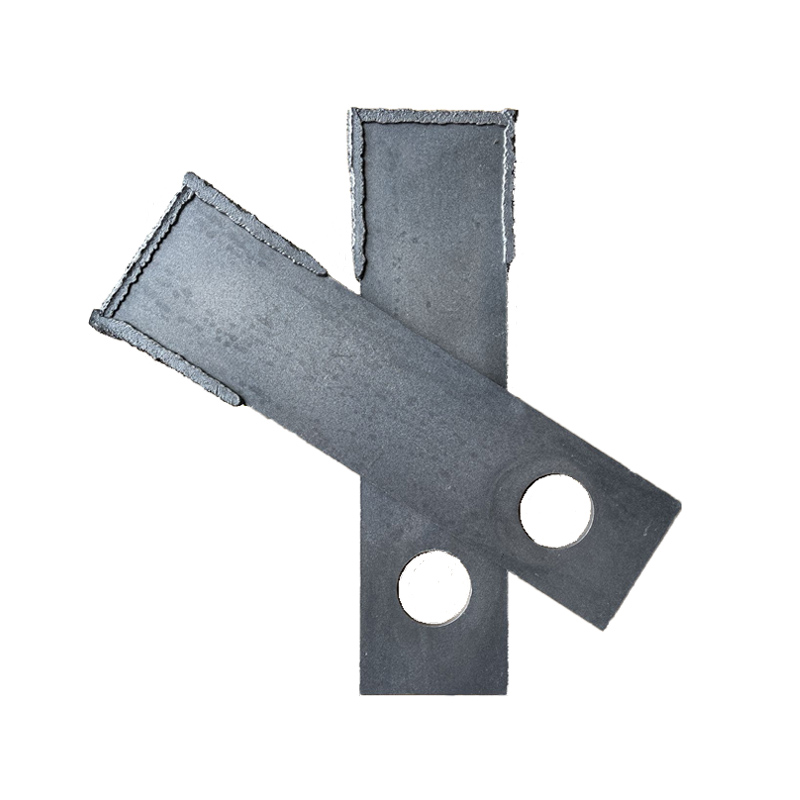
Продукцияны алмаштыруу
Балка мизи – бул материалга түз тийген майдалагычтын жумушчу бөлүгү, ошондуктан ал эң тез эскирип, эң көп алмаштырылган эскирүүчү бөлүк. Балка миздеринин төрт жумушчу бурчу эскиргенде, аларды өз убагында алмаштыруу керек.